The following text has been updated from the second revision of the TDI Downdraft Kiln Conversion book published November 2023. The revised edition presents more detail on firings as included following. The Firing the TDI Kiln text is oriented towards a more novice potter transitioning to gas reduction firing with just a quick overview for experienced potters. The Evening-Out-the-Temperature process at the end of the firing is for anyone that doesn't already know this method and it is the same as is done in updraft kiln firings.
The TDI Downdraft
Kiln Conversion manual is available on amazon at: https://www.amazon.com/dp/B084DH88GH
The Facebook Group -
TDI Downdraft Kiln Conversion: http://www.facebook.com/groups/4124895130900261/
Firing
the TDI Kiln
By most standards, a 23”x27” (7 cubic feet) converted gas
kiln is pretty small with approximately 5.5 cubic feet of pottery setting area.
The 28”x27” (10 cubic feet) isn’t much bigger with about 8 cubic feet of
setting area. The larger gas downdraft kilns found at ceramics schools and
potteries can be three to four times larger. These larger kilns typically have
firing times of 10 to 14 hours and they can be relatively reliable as far as
reduction and temperature hot and cool spots. A lot of what can be read or
studied about gas reduction firing is often from the perspective of these
larger kiln types.
Several experienced potters who work in the large kiln
environment expressed reservations about being able to fire a TDI kiln in 6 to
7 hours and achieve good results. TDI firings over the past 5 years have proved
those opinions incorrect, but it is important to learn and understand why and
how the firing process works so as to understand important sequences and elements.
The temperatures of large kilns fired in school settings are usually ramped up
much more slowly and then often have 6 to 8 hours after body reduction to the
end of firing. What is important is to have a sufficient amount of time for
glazes to develop their characters.
The small TDI kilns can get to 900°C/1,652°F in 2 hours
after the initial candling. Cone 10 can be reached in another 2 to 3 hours
after body reduction, especially in the two-burner 28” kilns. However, many
glazes will simply not produce the results they are capable of in such a short
time. A good plan is to allow at least 4 hours from the end of body reduction
to Cone 10 going down. So, after the initial candling it is possible to have a
6 to 7 hour firing and have great glaze result. But there are also glazes that
might be a lot more interesting after giving them 6 or more hours after body
reduction to Cone 10 down.
Things to know or learn for the firing include tracking temperature
rise rates, body reduction, glaze reduction, the concept of heat-work verses
temperature, and the final process of evening out the kiln towards the end of
the firing.
John Britt's book, The Complete Guide to High-Fire Glazes,
has a good section on Kilns, Firing, and Safety and describes well the firing
process. Search the internet for “Val Cushing High Fire Process”. Cushing has a
lot of good resources and a simple firing method that produces great results.
Britt shows an R1 (basic reduction) firing time of 8.5 hours with about 4 hours
from the end of body reduction to the Cone 10 going down. Both are a little
longer than the TDI firings but they also don’t increase in temperatures as
fast initially and don’t increase as fast between body reduction and around Cone
7 when things are slowed down.
The TDI Kiln can be fired in both oxidation and reduction.
For an oxidation firing, simply leave the flue exit dampened to about 8 inches.
One downfall of straight oxidation firing is that, without a dampening process
at the end (dampening causes reduction), the kiln temperatures top to bottom
are going to be a cone or two different. Glazes will simply have to be placed
accordingly. Though not always, a 28”x27” kiln will tend to fire more evenly
simply as a result of the lower height to width ratio as compared to the
23”x27” kiln.
For reduction firing, the flue is dampened to control the
draft and create the reduction atmosphere. The MR-750 burner has an adjustable
plate that I set to an opening of 1/2 inch and do not change. In some kilns,
the burner plates are closed down to restrict the primary air causing
incomplete fuel combustion and the reduction atmosphere. Closing the burner
plate is not necessary with the TDI Kiln as flue dampening provides more
precise and repeatable control.
Basics Process
First, I’d like to present the basic process for more
experienced gas-firing potters. Following is a more extensive discussion for
those not as familiar.
On a following page are basic Cone 10 firing schedules for
the 23” and 28” conversions. Your kiln may end up with slightly different
numbers, but these should provide a good starting point. The following numbers
were gleaned after 3 or 4 initial firings to get my numbers figured out on my
newest 23” single-burner conversion and have proved pretty consistent in
subsequent firings.
From the main firing start I plan on two hours to
900C/1652F, the beginning of body reduction. After candling, which may be from
15 to 30 minutes while I set up everything, I simply set the pressure to 1.3
PSI with the bricks 8” to 9” apart. My last firing of a 3/4 loaded kiln took
two hours two minutes at this pressure setting. At first, the climb was around
800C/1440F per hour, then 430C/774F after 30 minutes, slowing to 252C/454F at 1
hour, and 96C173F at 1.5 hours. At 900C/1652F, I dampened down to 2 3/8” and
set the pressure at 1.8 PSI. This gives me a miniscule climb and if it gets to
930C/1706F, I dampen another 1/16” or so to fully stall the kiln. After 45
minutes of body reduction, I open the dampener block up to 3.25” and set the
PSI to 2.0 for the climb to Cone 7 or about 1230C/2245F.
I plan for a 6.5 hour firing. With the two hours and 45
minutes through body reduction and a one hour time period from Cone 7 to Cone
10 trying to maintain around 60C/108F per hour climb, that leaves around 2.75
hours for the climb from around 930C/1706F to 1230C/2245F. This equates to an
average climb of about 109C/196F per hour.
My target points (or when I change something) have become 1050C/1922F,
1150C/2102F, and 1230C/2245F. After 930C/1706F, the initial climb will be
around 180C/324F per hour then degrade to around 80C/144F per hour close to
1050C/1922F, where I bump the PSI up to 2.1 and open the dampener to 3.5”. At
1150C/2102F I go to 2.2 PSI and 3.75” on the dampener. After about the 2.75
hours from 930C/1706F, the climb has slowed to about 60C/108F per hour. I open
the dampener to 4” and log the temperature every 10 minutes or so and calculate
the climb per hour. Usually, every 20 minutes I open the dampener 1/8” and it ends
up at 4.5” after about an hour.
I then do an end-of-firing-evening-out process, which takes around
5 to 10 minutes. I start when Cone 10 is bending near the 2 o’clock position
and finish when the Cone 10 is down. Before I added the deflector block, the
evening out process was much longer and has significantly been reduced with
minimal top to bottom temperature differences. I still like to do the evening
out process just in case kiln packing has caused a void or stagnant spot, or
some other cooler area.
That’s basically the firing. It is pretty simple once the PSI
and dampening numbers have been figured out and firings have become very
consistent and repeatable. It is different from firing the larger production gas
kilns and I think this is due in large part to the thinner walls of the
conversions, as compared to the larger kilns, and the resultant heat losses as
the temperature increases.
Firing Elements
Cones
Because the kiln can be heated to 900C/1652F in about 2
hours, many have switched to using self-supporting cones rather than cone
packs. I personally had several cone packs explode even after long drying times
and low humidity conditions. I also use cone holders while using up the regular
cones I already have. Self-supporting cones are also easy to place around the
kiln as witness cones. I haven’t seen a difference in using regular cones
verses self-supporting cones – in the photo below are self-supporting Cone 9,
10, and 11.
Temperature, a Pyrometer, and
Cone Placement
The placement of the pyrometer probe is usually in the
middle section of the kiln and closer to the flue wall to keep away from where
the burner gases are rising – it should not be near the flame for obvious
reasons. Note that when packing ware it is very important to not have items to
close to or blocking the probe otherwise the reading may not be accurate. The
pyrometer reading can be used for most of the firing and is accurate enough for
the body reduction phase and for calculating degrees per hour. For the end of
the firing, I think the cones should be relied upon.
Initial Ware & Glazes
For the initial firings in a new TDI conversion, I suggest making
a bunch of quick boring pots mostly around 6” to 8” tall, which will provide
about 3 levels of ware. I try to have the kiln around 3/4ths filled. The kiln
heats up faster for lighter loads and as a result, less propane pressure is
required to get the same temperature per hour increases than in a heavily
loaded kiln. So, 3/4 full is a good mid-point in establishing base propane
pressure/flue-dampening numbers.
The photo following is an initial test load on my 2021 TDI
conversion. Mass-wise it is almost 3/4 full. I included some poor pots already fired
just to provide some additional mass.
I use only a couple of glazes in the test firings on Laguna
900, a dark iron-rich clay that shows well the effects of reduction. They are known
glazes that provide good feedback on both reduction and temperature. Two come
from Digitalfire.com, the G2571A - Cone 10 Silky Dolomite Matte Base Glaze and
the GR10-E Ravenscrag/Alberta Slips Celadon Green. The Dolomite Matt is a good
indicator of temperature and will get nice and glossy at the high end of Cone
10. The Celadon Green is thicker than a traditional celadon with a deep forest
green color and is a good indicator of the extent of reduction. Neither will
run off the pot if it gets a bit too hot.
Stoney White or Mamo Whites show reduction by browning,
especially when the coating is thin. Same for Shino glazes. For the most
insightful first firings, glaze predominantly with known reduction reactive
glazes with varying coating thicknesses. Making and bisquing enough bowls for around
3 consecutive firings will also help to remember firing details and gain
confidence and knowledge.
Basically, what one should use are well-known simple glazes
that provide a high degree of reliability. Dark clays are good as one can
ascertain the level of body reduction being done.
Measuring Degree Change Per Hour,
PSI, and Dampening
An important part of the initial firings is documenting what
is happening. Many experienced potters have traditionally used the graph method
of logging the firing. They create an X/Y axis line trace and the slope of the
line tells them what they need to know about the firing. Britt uses it in his
High Fire book and it provides a great representation of the firing and
differences between firing types.
If you’re not a potter experienced in using graph logs, I
suggest using the log similar to those presented following. It provides an
easier way to interpret what is going on in each firing sequence and establish and
record your base firing pressures and flue dampening sizes.
The time and temperature are the first items in the log.
Obviously, temperature provides specific points in the firing. I consider the
pyrometer fairly reliable for most of the firing including body reduction. For
the final part, I use the pyrometer for an indication of degree per hour
changes, but I 100% rely on the cones to let me know the firing has reached
Cone 10. Pyrometers indicate temperature. Cones indicate “heat-work”, which is
what you want to know. Research and understand “heat-work” if you’re not
familiar with the concept.
Later, I will discuss some degree-per-hour guidelines for
parts of the firing and also relate it to the ideal functioning of the cones. I
use a calculator to figure degrees per hour. Record the difference in
temperature and the number of minutes between readings. The calculation is:
Temperature Difference times 60, then that number divided by
the number of minutes between readings.
So, if the kiln went from 1,234° to 1,249°, a difference of
15° in 17 minutes, then degree per hour change is:
15 times 60 = 900, then 900 divided by 17 = 53 degrees per
hour
To keep track of what is going on without a lot of fuss, I
typically set my mobile phone timer for 6 minutes and mark down the
temperature. After 6 minutes, I mark down the new temperature and multiply the
temperature difference over the 6 minutes times 10 and you get degrees per
hour. Easy. For 3 minutes, multiply times 20. For 10 minutes, multiply times 6.
Without an accurate log of the firing numbers and conditions
(PSI, dampening, & degree/hour change), it is difficult to establish
baseline numbers that will make the firing outcomes consistent and repeatable.
Firing is both science and art. The science is the knowledge and understanding
of the baseline firing numbers. The art is the packing, visualization of the
flame path, knowing the hot/cool/reduction areas, and the subtle tweaks during
firing that produce the desired results.
Measuring propane gas pressure is easy – just get it right
off of the 0-3 PSI gauge.
To measure the width of the flue dampening blocks, I leave a
heavy metal ruler next to the soft-brick blocks as shown in the photo on the
following page. I find this easier than holding a ruler to measure it. Recently,
I forgot my ‘readers’ glasses (and was too lazy to go into the house and get
them) and had the dampening blocks and extra inch and a half open from body
reduction up to the end evening-out process. I simply made 1/4” or 1/2”
adjustments per my schedule without actually noting the total dampening block distance.
The kiln did fire faster than usual and I didn’t think about why this was
happening. The result was the loss of a whole load of Shino glazed pots that
showed no reduction effects. It is really important to properly measure the
flue dampening.
Judging Reduction
First, reduction is performed by dampening the flue opening
restricting the draft. The round plate on the burner can be adjusted to lessen
the airflow through the burner (primary air) but this method is not required
and is also difficult to adjust with accurate repeatability – just leave it at 1/2”
to 5/8” open. Adjustment of the flue dampener bricks is easy, measurable, and
repeatable.
As previously mentioned, the firing numbers and schedule
that I use and refer to herein are largely from the writings of Val Cushing and
what Walford Campbell taught me and the clay and glazes I use are for Cone 10 firings.
Others may use or teach different schedules and, like any gas kiln, other
firing temperatures can be used for different clays and glazes.
The first reduction you will encounter is the body reduction
(heavy reduction) at around 900C/1652F (~ Cone 010) with a maximum of
950C/1742F (~ Cone 08). By dampening the flue to a small opening, the kiln will
stall out, meaning the temperature stops climbing, and might even begin dropping.
To test the amount of heavy reduction, make small 1/16” to
1/8” adjustments narrowing the dampener opening until you see smokey soot or
see black soot accumulating on the inside of the exhaust hood. You might have
to increase the gas pressure slightly to keep the kiln from falling below
900C/1652F. Soot is not good and means you dampened too much and are just
wasting fuel, so open up the dampener a little and the kiln will be in heavy
reduction. If then the temperature begins to climb too much and get near the
maximum, lower the gas pressure very slightly to stabilize the temperature.
Follow the tweaking procedures discussed later to maintain body reduction.
Since it may be too light out to see the reduction flame
during body reduction, one method to verify reduction is to quickly open a
dampener block 2 to 3 inches and the increase in draft flow will ignite
reduction atmosphere in the flue and you’ll see a quick pop of reduction flame above
the lid. Reduction verified, dampen back down to continue body reduction.
One other way of noticing reduction is that there will be an
acrid smell. It is not a good indicator of how much reduction, just that
reduction is present.
After the body reduction phase, there is the long climb to
around cone 7, 1235C/2255F, which should then allow about a 1 hour slow 60C/108F
per hour climb to cone 10. Reduction numbers during the long climb phase is usually
medium to light depending on your glaze requirements. I typically use medium
reduction, which works for the glazes I previously mentioned.
After the firing, judge the reduction and write the plan for
the next firing. For dark clay bodies like the Laguna 900 I use, too little
reduction results in the body having a light tan color. The heavier the
reduction the more red/brown the clay color. Having some pots with tan colors
and others with dark red/brown means that the reduction atmosphere was not
evenly distributed and this can be caused by two factors. First, if dampening
was not aggressive enough, the good reduction may only have been near where the
flame was, with the bottom shelf typically having the least. Second, if there
are spots in the kiln where the gas was not flowing due to the kiln packing or
maybe a shelf being too close to the side wall creating a dead gas-flow pocket,
there may be less reduction effects.
One glaze I use and recommend that is a good indicator of
reduction is the Rhodes Stoney White matt. Thin areas of the glaze will turn
the most brown with reduction and with thicker areas a yellowish white. From Rhode’s
pdf’s available online, the Cone 10 recipe I use is: Dolomite 22.5, Custer
Feldspar 48.9, Grolleg Kaolin 25.1, Whiting 3.5, and Zircopax 7.5. Specific
gravity of around 140 and a 3 to 6 second dip makes for thin enough coats.
Cones can also show the effects of very strong reduction by
having an uneven or blistered surface.
After about 3 or 4 firings, you should have some numbers
that give repeatable results, or at least narrowing the range of possible
PSI/Dampening numbers. For a recent TDI conversion, the firings went from way
too little reduction, then way too much reduction, then just ok (a tad weak)
reduction on third firing, which only required small tweaks with subsequent
firings.
Tip: It is hard to see the reduction flame in broad
daylight. Try and time the firing so the last 2 to 3 hours will be in darkness
(if you don’t have a shed you can make dark). 3 hours in darkness means you
will have 2 hours in ramp up to cone 7 and you will be able to see the
reduction flame more clearly. It will grow in size and intensity as the kiln
gets hotter. For the last hour, you will be able to maintain a nice reduction
flame and have more confidence in the pressure/dampening tweaks.
Initial Firing Guide
The following sections have been written primarily for the
more inexperienced gas-firing potter and it contains a lot of minutiae. Since I
don’t know what people don’t know, I’ve tried to make it as comprehensive as
possible without delving too far into areas that should probably be learned
from books like Britt’s or Cushing’s PDF’s.
Presented is a method for less experienced potters to learn
the kiln and set up a firing schedule to produce some good and repeatable
results. After, there is a section on evening out the kiln temperatures at the
end of the firing. If you don’t like my schedules, it’s your kiln so do your
own thing. And if you’re firing to a lower cone temperature, just modify the
climb to the last hour for your pottery, the procedure is the same.
The purpose of the initial test firings is to get some base numbers.
I want a set of base pressures and flue dampening sizes that correspond to
specific sequences in the firing process. Once one gets the base numbers, the
firings can be reliably repeated and the numbers more accurately altered when
necessary. The specific sequences discussed for an initial Cone 10 reduction
firing are:
- Candling
- Main firing start
- Climb to body reduction
- Clay Body reduction
- Climb to around Cone 7 ~ 1235C/2255F
- 60C/108F degree per hour climb to Cone 10 down
The sequences will produce a very basic firing and I am not
worried about top to bottom temperature differences yet – most likely the
differences will be around 1 cone.
At the end of the initial test firing process is evening-out
the top to bottom temperatures, which is also a phase of moderate to strong
reduction. After you get your base firing numbers and feel comfortable with
controlling the kiln, you can delve into the art part and play with the
evening-out process at the end, which adds time to the firing and also
contributes to more interesting glaze results.
It is important to understand that the propane pressures and
dampening can be different from one firing to another and yet Cone 10 going
down can be achieved. A lower pressure and more open flue dampening can produce
an expected temperature per hour climb rate yet create a more oxidizing type
firing. This may produce little reduction and not be the desired outcome. Conversely,
a higher propane pressure can be used with a smaller flue dampening opening,
also leading to an expected temperature climb rate yet the firing might have
too much reduction with bad glaze outcomes. We’re looking to determine the
happy medium.
If you read the firing text following, it might become
evident that in the firing process the temperature change rate per hour varies
considerably, but what is important is that there is a certain allowable time
period between certain target events. What I shoot for is a 2-hour timeframe
from burner full on to body reduction. From the time the burners are turned on
full after candling until body reduction, the initial temperature climb rate
per hour is very high and then it slows down considerably by the time it gets
to clay body reduction, or about 900C/1652F.
After the end of the 45 minute clay body reduction, the
propane PSI is increased and the damper is opened up. There is initially a rise
of around 180C/324F per hour then it degrades to around 80C/144F per hour, at
which point I increase the PSI a tenth and open up the dampener 1/4”. Again,
there is an initial steep rise in degrees per hour change that then degrades to
a slower rise after a while. This process gets repeated several times and one
can see that, looking at temperature climb per hour, there is a sawtooth shape
to the climb rates verses time. In the beginning, because it is new and both
the technique and numbers have to be learned, there will be a lot of these
sawtooth adjustments. I think the process can be reduced to one PSI/dampening
number from the main start to clay body reduction, and three adjustments after
body reduction to Cone 7, which is the beginning of the last hour of a Cone 10 firing.
Even though I have my numbers and am just sitting there for most of the firing,
I still monitor the temperature change rate every 10 to 15 minutes just in case
the ware load is causing a too fast climb or maybe a too slow climb and I have
to make an adjustment.
The Story
Following, I will describe the 3rd firing of one of my initial
test firings and what my goals/expectations were in each firing sequence. The
kiln was a 23”x27” and the log of major PSI/dampening changes is shown
following – I left off the many readings in between. The results were good and
I think this can be used as a starting point for other 23”x27” TDI kilns. I
hope that understanding this “story” might help you visualize your firings.
I do note that this recent conversion was of an Olympic
Updraft that has 3” thick walls and no element grooves. As a result, it is more
efficient and for the higher temperatures I added 0.2 PSI to my actual numbers.
For a 2.5” thick kiln wall, it may require another tenth or so. This will be
more obvious after judging the firing times/temperature climb rates and the amount
of reduction, as described later.
Another tip would be to make a significant change to the
numbers after the first firing, as I had done, either for more reduction or in
the direction of less reduction. When the firing progresses from too much to
too little, or vice versa, you can then pick numbers in between to hone in on
the best ones. Ultimately, making significant changes will usually speed up the
learning process since result differences will be greater.
The 23”x27” firing schedule below was adapted from the
third test firing and is used in the text following.
For the 28” kiln, I have included a rough
schedule as shown below. The process and procedure is essentially the same as
the 27” kiln text, just with different pressure and dampening numbers. The warmup
was done with one burner only, then the second burner turned on.

Lighting Pilots and Burner
For safety, the lid should always be open when the pilot
light is lit. First, check that the gas valve on the burner assembly is closed
as well as the pilot light (pilot needle valve clockwise for closed).
Important: Ensure that the gas regulator knob is
unscrewed to loose (counter-clockwise) so that there is no chance of applying
over-pressure that may damage the 3 PSI pressure gauge when the gas is turned
on.
Next, I open the valve on the tank in the water bucket, and
only one propane tank at a time. Next, screw the pressure regulator knob in
until the pressure gauge reads a slight movement, not more than 1/2 PSI.
With a grill lighter lit and near the pilot light, open the
pilot light needle valve and adjust to get a flame about 1-1/2 to 2 1/2 inches
long. The needle valve is very sensitive and takes a minute movement to get the
right flame size. Since the 10’ hose has to fill with propane, it may take a long
while for the pilot to fully light. As the propane fills the pipe it will begin
to sputter a bit and then finally stay lit.
Gently open the burner value and the burner should light
immediately – notice the pilot flame gets smaller. The pressure can be adjusted
up or down slightly to have a small flame for candling warm-up. The flame may
sputter a bit initially as air is purged from the hose line. Don’t leave it
unattended for the first few minutes until a good steady flame is being
produced.
If you have trouble lighting the burner and you feel that some
propane has filled into the bottom of the kiln, shut things off and just wait a
few minutes. Propane is heavier than air and will seep out the inlet hole and
then the lighting procedure can be repeated.
After the PSI has been set for a small candling flame, an
option is to turn the burner off and note the reading on the PSI gauge and the
size of the pilot light. Record the PSI and and note how many turns the pilot
value needs to off and back on and the flame size. This will be the burner
lighting numbers for the firing.
If using a Baso safety valve and pilot light assembly,
follow the directions for the valve and remember that it will also take a while
to purge the hose of air and have the pilot light stay lit.
Another option mentioned later is to use a grill style
piezo-electric lighter, which makes it easier to light both the pilot and the
main burner.
Here is a setup and initial procedure checklist that
can be copied and referred to.
Candling and Main Firing Start
The TDI kiln is capable of very fast initial climb rates
that can have bad effects on wet glazes and cone packs due to moisture.
Candling helps dry things out. Listed is a pressure of under 0.1 PSI. With the
pilot light lit and making a large flame, I turn on the valve for the MR-750 burner
and then reduce the pressure as much as possible and still have a bit of flame
in the burner. It is generally not good to have a flame down inside the burner
body, but if it is small, it won’t hurt anything over a short period. After the
burner is lit, I close the lid, however, if there is a moisture concern, place
a soft brick wedge under the kiln lid for about 15 minutes and then close the
lid for another 15 to 30 minutes to dry things out, or longer if necessary. In
the log above, I used about 0.1 PSI and after 35 minutes the temperature
climbed to 210C/410F. I use cone holders and self-supporting cones rather than
cone packs, so the fast rise wasn’t an issue.
To start the main firing, I turned the gas pressure up to
1.3 PSI and turned the pilot light off. Below red-hot, I don’t leave the kiln
unattended just in case the wind blows the flame out or something else happens.
For the 28” kiln, an initial pressure of around 1 PSI should be good. The flue
dampening was set to 8” and not adjusted until body reduction.
Climb to Body Reduction
Generally, I plan for about 2 hours from main firing start
to 900C/1652F and body reduction. I was at 210C/410F at the start, which is
690C/1242F from 900C/1652F. So, for a 2-hour timeframe, an average climb rate target
of 345C/621F per hour would be work. After initially going to 1.3 PSI, the
actual initial climb rate will seem very high but settles down after a while
and doesn’t seem to hurt anything.
As shown in the log, my 1.3 PSI equated to 2.2 hours and an
actual average climb rate of 320C/576F per hour. This was the third test firing
of this kiln. For the first firing, I used 1 PSI and the rate slowed after a
bit, so I kept increasing to 1.2 PSI and it took 2.5 hours to get to 900C/1652F.
For the second firing I used 1.4 and got to body reduction in just under 2
hours.
So, it appears that 1.3 to 1.4 PSI will be a good baseline
pressure going forward. I can set this pressure and probably not have to make
any adjustments until 900C/1652F body reduction. After the first hour, I will
still monitor the climb rate every 20 minutes or so just to make sure.
For the 28” kiln, an initial pressure of around 1.0 to 1.3
PSI should be good.
Body Reduction
Body reduction is a period of heavy reduction affecting the
clay body, which is done before the glaze melts and seals off the clay. Recommended
times are around 30 to 60 minutes and I generally maintain it for 45 minutes.
The range of acceptable temperatures is about 900C1652F to not above
950C/1742F. Potters also use Cone 011 and 010 as indicators to begin body
reduction.
The objective is to stall out the kiln and then maintain a
temperature for around 45 minutes. I don’t mind a slight creep and find that I
like to keep the temps around 910C to 920C or 1670F to 1690F.
There are two concurrent ways a kiln will stall. First, if
the fuel is increased too much, there will not be enough oxygen for a complete
burn relative to the draft/airflow and the temperature can stop increasing and
even decrease. The second way is to close down the dampeners restricting the
draft/airflow with the result that there will not be enough airflow relative to
the amount of fuel and the incomplete burn causes the kiln to stall. Both of
these methods are used at the same time – dampening and increased propane
pressure.
For the initial firing, dampen first to around 2” to 2 1/4” and
wait a few seconds for things to begin to happen. Then increase the gas
pressure slightly to stop the temperature from dropping. Increase again if
needed.
For my first test firing, I kept the gas pressure at 1.2 PSI
and closed the flue opening to 1 3/4”, stalling the kiln. There wasn’t enough
fuel going in and the body reduction was poor for most of the ware.
For the second firing, I chose 2.2 PSI and a dampening of 1
7/8” stalled the kiln. Unfortunately, there was too much fuel and the reduction
was way too heavy. The clay over-reduced and did not look as good.
For the third firing, I settled on 1.8 PSI and a 2 5/16”
flue dampening stalling the kiln. The body reduction was really good and
towards the end of the 45 minutes I had let it creep up a bit to about 939C/1722F.
Even when you find the pressure/dampening size that stalls
the kiln and produces the results you want, there will still be a bit of
tweaking during the 45 minutes. I leave the pressure at 1.8 PSI and make very
small changes to the dampening opening. A dampening brick adjustment of 1/16”
can make the temps rise or fall and so it requires constant attention. Sometimes
I get it pretty perfect and just sit as the temperature stays almost constant
or very slowly rises over 45 minutes staying within the range.
Have some fun with learning this, like letting it climb
slowly to 930C/1706F and then close the dampener slightly and bring it back
down to 915C/1679F, and then hold with slight dampening block tweaks. This is
good practice of the process and patience that will be used in later firings when
you are doing the same thing in order to even out the top to bottom kiln
temperatures at the end of the firing. It is a lot less stressful to learn it
here than at the end of the firing when you are also trying to watch the cones
go down.
For the 28” kiln, a pressure of around 2.0 PSI should be
good. Just dampen down to stall the kiln out and tweak to hold the temperature.
Observe the results and make changes accordingly.
Climb to Around Cone 7 ~
1235C/2255F
The objective here is to find the pressure and dampening
settings that will bring up the temperature from body reduction to around Cone
7, or ~1235C/2255F. During this sequence, there should generally be light to
medium reduction and the timeframe should be about 2 1/2 to 3 hours. The
timeframe and desired reduction may change later commensurate with your glaze
requirements but for initial firings, one is just trying to learn baseline
numbers.
The log shows the pressure going from 2.0 to 2.2 PSI and the
dampening from 2 5/16” to 3 1/4”. I usually just open up the dampening, leaving
the pressure where it is, and observe and write down the results. Then adjust
the pressure to keep the reduction/temperature rise going. Several adjustments
will likely be required.
Since I want to go from around 950C to 1235C/1742F to 2255F
over 2 1/2 to 3 hours, an average climb rate of about 100C/180F per hour is
indicated (285C divided by 2.75 hours = 104C per hour rate). What actually
happens is that the initial climb rates will be much higher, around 140C to
160C/252F to 288F and then it will slow down to around 50C to 60C/90F to 108F
when the temps are close to Cone 7 - 1235C/2255F.
During this sequence, I keep an eye on the per hour climb
rate with more frequent observations the closer it gets to Cone 7. I adjusted
the dampener opening, making it larger by small increments and waited for
something to happen. After about 45 minutes, a 6-minute check showed that the
temperature climb rate had dropped to about 108C/194F per hour. So, I increased
the gas pressure to 2.1 and opening the dampener 1/4” to 3 1/2” and the climb
rate popped up to about 135C/243F per hour. It had been slowly dropping in
climb rate per hour for a while (I was taking temperature measurements every 6
minutes), but I was patient and waited until it was pretty low and then made
the adjustment.
About 40 minutes later, it had slowed down to 70C/126F and I
opened the dampener another 1/4” to 3 3/4” and also increased the pressure to
2.2 PSI. This increased the rate to about 100C/180F per hour. About an hour
later, it slowed again to about 40C/72F per hour so I opened the dampener to
4”. Being at approximately the Cone 7 temperature, the rate after a 6-minute
test was about 60C/108F per hour, which was good.
Being the third firing, I had some baseline number ideas and
so there was much less tweaking than in the first two firings. In the third
firing, I made 3 pressure changes and 4 dampener changes in the after
body-reduction sequence. By comparison, in the first firing I made 3 pressure
changes and 7 dampener adjustments, both wider and smaller. In the second
firing, I made 1 pressure adjustment and 6 dampener adjustments (and had too
little reduction).
It is best to adjust only one thing at a time and then wait
for something to happen, verified by a 3 or 6 minute temperature rate per hour
check. The initial firings will have more adjustments. After a firing, look at
the log and pick some incremental pressure settings and their related dampening
sizes that you think might be good and mark them for use as a baseline in the
next firing. If they are off slightly, then adjust next time as you hone in on
the best baseline settings.
Judging these results and for the next firing in the after
body-reduction to Cone 7 sequence, I would plan on using 2.1 PSI then probably
2.3 PSI as my two changes, with 3 or 4 dampener size changes – 3 1/4”, 3 3/4”,
and then 4 1/8”.
60C/108F Degree Per Hour Climb to
Cone 10 Down
As mentioned, for the initial test firings, I think the best
thing to do is to try and keep a 60C/108F rate to the end of the firing and to
not worry yet about the full-on process for evening out the top to bottom kiln
temps. From Cone 7 - 1235C/2255F it should take about an hour for Cone 10 to go
down. Note the witness cones on each shelf and there might be a large
difference in top to bottom, or the middle might be hotter as a result of the
deflector block size. For now, record all of this information on the kiln log.
For the third test firing, I continued with 2.2 PSI. The
dampener was at 4” at the Cone 7 temperature point. I did 6-minute temperature
rate calculations and when, after about 17 minutes it had slowed to around a 40C/72F
per hour climb again, I opened up the dampener 1/8” and increased the PSI to
2.3. The climb slowed again at about 7:06 PM, and I opened dampener up 1/8” to
4 1/4”. At 7:22 PM Cone 10 was down and I shut off the kiln. So there were lots
of 6 and 12-minute calculations written down but not shown in the previous sample
log.
A goal in the initial test fire sequences is to have light
to moderate reduction. During the top to bottom evening out procedure, detailed
later, the reduction will be moderate to strong, so getting the numbers for
light to moderate reduction here works. In order to see reduction (assuming one
is not using an oxygen probe), it is better to finish the firing at night, as
previously mentioned. My small shed’s doors are open during the firing so I
time the last 1 to 2 hours of firing to be at dusk to dark outside.
As should be noted by this point, reduction is adjusted by
dampening the flue and there is a relationship between the temperature rise and
dampening. So, if one wants more reduction, the block may be dampened a small
increment. But then the kiln temperature does not rise as fast as you want, so
the gas pressure must be increased. Initially, one will tend to make larger
adjustments but once you gain confidence, you’ll notice that you make fewer
adjustments. And, that the adjustments are more related – the dampening
increment is not quite as much knowing that you will probably be increasing the
gas pressure.
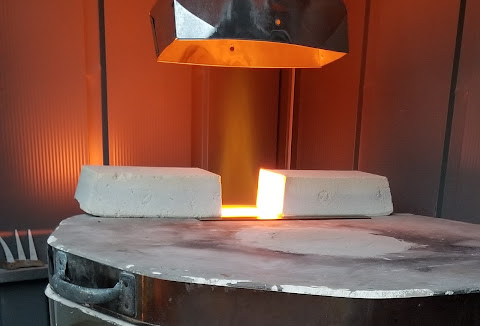
The first photo following is from the third test firing being discussed and shows light to medium reduction near the end of the firing – the reduction flame is there but not too large or bright. Something like this is what you want for the initial test firings. The second photo following is moderate to heavy reduction, also near the end of firing, with a larger brighter and more ragged flame.

As with the prior Climb to Cone 7 sequence, in the first few
firings there might be lots of tweaking to try and keep a steady rate increase
and the kiln may stall a few times. This is fine, you are both learning how to
tweak and control the kiln and also recording and figuring out the baseline
numbers to use later.
Besides it taking about an hour for Cone 10 to go down in
this sequence, two other things can happen. One, the temperature can increase
too fast and even exceed the Cone 10 temperatures listed in the Orton cone
charts. Just dampen down a bit and the rise can be stalled or even lowered, and
then wait for Cone 10 to fall. Second, it might take longer than one hour and
you find yourself doing a lot of large and small tweaking with the dampener
block and even stalling it out at slightly near or above the Orton cone
temperature as indicated by the pyrometer. This is ok too and will actually
serve to even out the top to bottom temperatures. Record and note the PSI and
dampener opening numbers that you think made the increase more stable and
closer to a 60C/108F per hour climb rate.
After a few firings, you may notice the temperature is
within a few degrees of the same reading when the cone bend shows you’re
finished. For example, the self-supporting cone 10 chart shows 1285C and I
consistently get 1273C to 1278C on the pyrometer, so I know I’m close but still
use the cone going down as the primary indication.
When Cone 10 goes down, the propane gets shut off. The
dampening blocks are moved to completely cover the flue exit. A soft brick piece
about 1/2 inch thick is placed on top of the burner to somewhat block off the
burner port, and it also protects the copper pilot from radiating heat. Now,
it’s just a matter of waiting a day or so for a kiln opening.
Again, the purpose of these initial firings is to find the
pressure and flue dampener setting that provide acceptable sequence times and results
for the candling, climb to body reduction, body reduction, climb to around Cone
7, and then climb to Cone 10 down. Eventually you will have baseline numbers
that will give you a relaxed and repeatable firing for the 6 hours or so to get
to a Cone 7 ~ 1235C/2255F temperature. A lightly loaded kiln may require less
PSI and slightly smaller dampener opening than the baseline otherwise the
firing may be too fast. Conversely, a heavily loaded kiln may require more heat
energy and slightly higher PSI and larger dampener settings in order to get to
Cone 7 in 6 hours. Use your clay and glaze results to determine whether
sufficient reduction is occurring.
Once you have more confidence in you firing abilities or
have the firing pressure and dampener changes down to something that looks like
the log previously shown, you can move on to the next section and begin with
evening-out-the-temperatures process.
To help with recording and comparing firings, there is a sheet
on the last page that can be copied. It has items most important to the firing
outcomes and should provide a visual path to setting up pressure/dampening
numbers to get the firing process under your control. I assume that reduction
will be done, so I note temperature climbs to body reduction, which just helps
plan times for light or heavy kiln loads. Kiln loads will greatly affect the
time of the firing, so if one is looking for that two-hour climb to body
reduction with a heavy loaded kiln, the gas pressures may be significantly
higher. Yet, the body reduction PSI and dampening will likely be about the
same.
The Climb to Last Hour numbers entry is just to set the initial
PSI/dampening to get the climb going, also affected by ware load. During the
last hour to whatever cone temperature that may be, I think following the Orten
Cone temp rise per hour listing seems to work well. The Last Hour Sequence numbers
entry is also just to set the initial PSI/dampening.
Evening-Out-the-Temperature
Process
Evening-out-the-temperatures is basically just a process
whereby the gas pressure is reduced slightly and then the dampener opening is
reduced to the point that the kiln stalls. The goal is to have a very slow or
no climb rate. Even though the temperature is held almost constant, the heat
work continues, which is what makes the cone go down and ware mature. The back
pressure caused by the over-dampening helps even out the temperatures in the
kiln.
Walford Campbell has an end-of-firing method he learned
firing gas updraft kilns in his pottery in Jamaica. Walford studied ceramics at
Derby Lonsdale University, Derbyshire, England. On returning to Jamaica, he
joined the faculty of the Edna Manley College of the Visual and Performing Arts
in Kingston and also started his own very successful pottery. His procedure is used
as follows.
Firing cone 10 reduction and after the 900C/1652F body
reduction period, he brings the temperature up at 2.0 to 2.5 PSI (for his
28”x32” kiln) until Cone 7 falls. The gas is then reduced to 1.5 PSI and the
flue dampening is reduced to the point that the kiln stalls. From there to Cone
10 going down, he opens the dampening slightly and maintains a very slow rise
in temperature. The rise might be only 30C to 40C/54F to 72F per hour.
In order to keep the temperature slowly rising, the
dampening blocks require constant attention and tweaking. Small adjustments can
make for surprising large changes in the temperature rise of the kiln, or it
might start going down in temperature. What does happen is that the top to
bottom temperatures in the kiln are evening out and when Cone 10 is falling he
shuts off the kiln and closes the flue dampening blocks. The temperature on the
pyrometer is not relevant and only the cones are used to judge the firing (look
at the Orton cone chart for Self-Supporting cones and slow, medium, and fast
rates and the difference in temperature indications). This process can take an
hour but sometimes it goes on for longer, especially when the kiln is heavily
loaded.
I do the evening out process slightly different in that I
wait until Cone 10 begins to bend. For the 23”x27” kiln, I drop the pressure
from 2.1 PSI to about 1.8 PSI and reduce dampening to about 2.5”, and the kiln
stalls. The dampening block is then opened up about 1/8” and I wait to see what
the climb rate is. I’ll do 3 and 6-minute rise rate checks and tweak the block
accordingly. Adjustments can often be as little as 1/16”. The indicated
temperature is not relevant to the actual Cone 10 going down, yet it still
shows a target climb rate since, in this process, the final temperature might
be in the 1260C to 1280C/2300F to 2340F range. If it does climb to around
1280C/2400F in my kiln, I will stall it out there and then wait for Cone 10 to
drop.
Your kiln might have different numbers and it is important
to remember that the pressure and dampening numbers will range from a low
pressure/dampening that will stall the kiln with almost no reduction (in
oxidation) to a higher pressure/dampening that will produce high reduction.
What you’re looking for is a pressure/dampening that creates a nice light to
moderate reduction, as evidenced by the flame and, of course, the final glaze
results.
There are other resources for the evening out process. Florian
Gadsby makes interesting YouTube videos and in this one, “Packing a Kiln Load
of Pottery and Gas Firing in Reduction” at 10 minutes, he is firing his Rohde
KG-340 kiln, which has an interior flue made of thin refractory material like
the TDI flue wall and 4 bottom vertical burners. Take aways from this are that
after heavy reduction, the dampener is only slightly opened to get a climb rate
of around 85C/153F per hour until about an hour to the end at which time it
goes down to 50C/90F per hour. It takes 4.5 hours from after heavy reduction to
finish and the constant reduction and strong dampening is what evens out the
kiln so he gets about a 1/2 cone difference (seen from cones in his other
video). He also does a crash cool down to 1000C/1800F, which he says makes the
colors brighter, then he closes it up for a slow cool. The strong dampening and
slow per hour climb rate at the end even out the top to bottom temps.
Perry Brown, from the TDI Downdraft Kiln Conversion group on
Facebook posted: I am working on a TDI conversion right now, but the kiln I
have been using for several years is a small Olympic updraft. I have found that
the keys to even firing are patience (i.e., not bringing the temperature too
quickly) and actually letting the temperature rise stall a couple of times
during the firing (i.e., holding at, for example, 1300 deg and 2000 deg for
about 30 min each) to let the temperature even out bottom to top.
If this whole evening-out explanation seems overly
simplistic and somewhat anticlimactic given the previous hype, well it is. Once
the baseline numbers of the firing are established and the tweaking process is
learned, the evening-out is not difficult, but it does require patience.
To finish, below is a photo of Walford’s 23”x27” and the 28”x32”
kilns towards the end of the double firing and showing nice reduction flames. Good
luck and have fun!
















.JPG)











